


中盛钢联金属材料有限公司一直追求专业化发展道路,始终秉持“质量保证,客户至上,开拓 创新求发展”的运营方针,通过持续不断改进,用我们的专业化服务帮助 台州路桥角钢客户创造更高的价值。


不锈钢板假如外表有杂物,特别是有机物或灰附着工件上时,加热当然会对氧化皮有影响。
不锈钢板炉内气氛的区别炉内气氛在各有些的不一样,氧化皮的构成一也会有变化,这也是造成酸洗后不均匀的缘由。所以,在加热时,炉内各部位的气氛有必要一样。为此,也有必要思考气氛的循环。
还有,构成加热工件所用台架的砖、石棉等,假如富含水分,在加热时,水分就要蒸腾,直触摸摸水蒸气的有些与其他有些的气氛就会发生区别,氧化皮的构成当然也就不一样。因而,与加热工件直触摸摸的物体,有必要经过充沛烘干才干运用。可是,烘干后如在常温下放置,在湿度高的情况下,水分仍会凝聚在工件外表上。所以, 是在运用前烘干。
310s不锈钢板假如处置件的有些在热处置前有残存的氧化皮,加热后有氧化皮残存的部位和没有氧化皮的部位,会呈现氧化皮的厚度和成分上的区别,导致酸洗后外表不均匀,所以不只要留意终究的热处置,并且也要充沛留意中心热处置和酸洗。





由于不锈钢本身屈服点高,硬度高,冷作硬化效应显著,不锈钢板进行折弯时其特点如下:因导热性比普通低碳钢差,延伸率低,导致所需变形力大;不锈钢板料在折弯时与碳钢相比有强烈的回倾向;不锈钢板相对于碳钢由于延伸率低,折弯时工件折弯角R要大于碳钢,否则有出现裂纹的可能;由于不锈钢板硬度高,冷作硬化效应显著因此在选择压弯刀具时要选择热处理硬度应达到60HRC以上的工具钢,其表面粗糙度要比碳钢的压弯刀具高一个数量级。
不锈钢板折弯时的特性,在作业时应注意以下情况:单位尺寸下,不锈钢板材越厚,所需折弯力越大,而且随着板厚增大在选择折弯设备时折弯力的裕量应该更大;单位尺寸下,抗拉强度越大,延伸率越小,所需折弯力越大,折弯角应该越大;设计图中板厚与折弯半径对应情况下,根据经验,一道弯工件的展开尺寸为直角边相加减去两个板厚,完全可以满足设计精度要求,根据经验公式计算展开量可简化计算过程大大提高生产效率;材质的屈服强度越大,性回复量就越大,为获得折弯件90度的角度,所需压刀的角度就要设计的越小。相对于碳钢相同板厚的不锈钢折弯角较大,这一点应特别注意否则会出现压弯裂纹,影响工件强度。



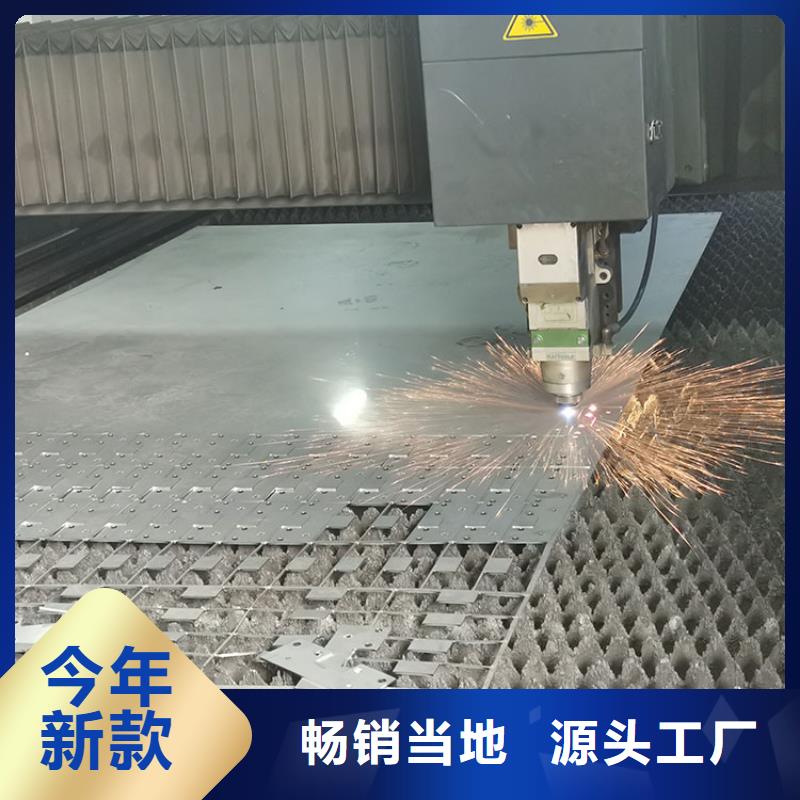
单向表面加工,反射性不强,这种表面加工可能在建筑应用中用途广。其工艺步骤是先用粗磨料抛光, 再用粒度为180的磨料研磨。是不锈钢板的进一步改进,是在磨料和油介质中用坦皮科抛光刷抛光表面。英国标准1449中没有该表面加工,但在美国标准中可以查到。被称为光亮抛光,是对已经磨得很细但仍有磨痕的表面进行抛光。通常使用的是2A或2B不锈钢板,用纤维或布抛光轮和相应的抛光膏。镜面抛光表面,反射率高,通常被称为镜面不锈钢板表面加工,因为它反射的图像很清晰。用细磨料对不锈钢板连续抛光,然后再用非常细的抛光膏打磨。在建筑应用中应该注意的是这种表面如果用在人员流动量较大或人们经常触摸到的地方会留下手印。手印当然可以擦掉,但有时影响美观。

